
Bigger Castings – – Greater Opportunities

The cautionary title might better have been “Bigger Castings – – Greater Opportunities”, because the market for light metal die castings is expanding more rapidly than ever before, and much of this opportunity lies in large castings. This escalating market is primarily in the automotive sector.
It is an accepted fact that for an average-sized car, a 10% reduction in weight will result in a 5% reduction in energy consumption. Automakers are naturally anxious to reduce the weight of their vehicles by replacing steel components with aluminum, wherever it is economically feasible. Some of these will be quite large castings, frames, engine cradles and blocks, gear boxes, dashboards, and so on. Since about 20 million vehicles are produced in North America each year, the potential for the light metal die casting industry is considerable.
Anticipating this market, some die casters who previously used 3,000 to 4,000 ton machines with 5-6” diameter shot sleeves, 36 to 42” long, are adding 6,000 to 8,000 ton machines with 8-10” diameter shot sleeves, 68 to 70” long.
The testing unit is designed to check for leaks and flow rate in the Shot Sleeve. The test cycle is approximately two minutes long. The unit has maximum capability of 1500psi. Today, shot sleeves are typically tested at 80 to 100 psi, the new standard will be 300 psi. The tests are logged to a SQL database. The time stamped reports can be shared with the customer as needed.
Typically, a shot sleeve may become 270F° (150C°) hotter at the bottom under the pour hole, than at the top in front of the hole. If the temperature of the sleeve is much higher at the bottom than at the top, unequal expansion will cause it to become oval instead of round. This will also cause the sleeve to become slightly bowed instead of straight. Either or both of these conditions will cause premature wear of both plunger tip and sleeve. The extent of ovality and distortion is directly related to both the diameter and length of the shot sleeve. To avoid too much variance in thermal expansion, the bottom of the shot sleeve should be cooled so that the difference in temperature, bottom to top, does not exceed 90F° (50C°).
Cooling shot sleeves may be done with either water or oil. The advantage of oil is that it can be used for heating as well as cooling. By preheating the sleeve, the die caster can minimize the tip and sleeve wear, and reduce the scrap which normally occurs while the sleeve is heating up to operating temperatures.
Unusually high shot sleeve temperatures often result from short cycle times, high filling ratios, and thin sleeve walls. The wall thickness should be at least 1/3 of the inside diameter of the sleeve. The size of the pour spout should be less than 70% of the bore of the sleeve. The unsupported portion of the sleeve should be as short as possible to avoid bending.
For large casting machines, effective cooling of the shot sleeve is essential.
The face of the plunger tip is in direct contact with the alloy after the pour. Unless the plunger tip is adequately cooled as it moves forward, it will expand much more rapidly than the sleeve. Binding may result.
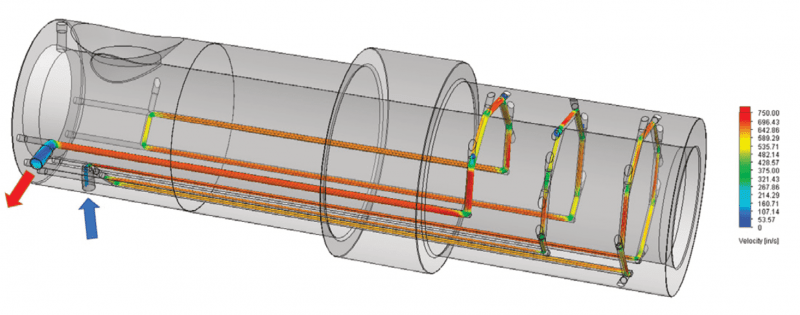
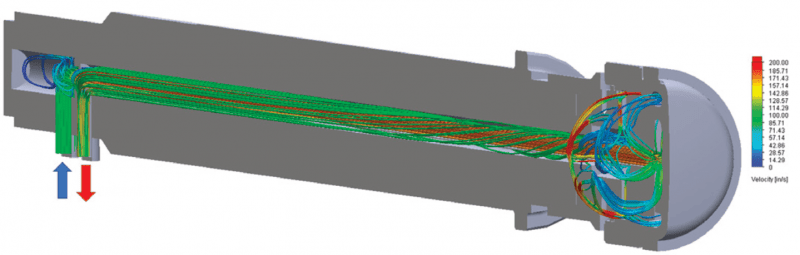
Most problems in satisfactorily cooling the plunger tip result from an inefficient transfer of heat to the cooling water, and often simply an insufficient flow of water. A plunger tip should be designed for maximum cooling.
A forged Con-Duct tip is supported by a stainless steel holder which lies in full contact with the inside face of the plunger, and absorbs the total shot pressure. This allows the face wall of the plunger to be very thin, which makes for an extremely efficient heat exchange. This exchange is assisted by cooling channels in the tip face. These channels are designed in such a way that the flow of coolant becomes turbulent. This turbulence prevents filming or stratification, thus improving the transfer of heat to the coolant.
Castool has developed the CRP to provide a low cost, easy to use plunger with predictable life. The Con Duct material has reasonable thermal conductivity (better than H-13 and less than BeCu) and the method of cooling is very effective.